
Why Manufacturing Environments Require Rugged Tablets (Not Consumer Devices)
While consumer tablets work well in offices, manufacturing environments present unique challenges that demand specialized rugged tablets designed specifically for industrial use. Here's why the right hardware choice impacts productivity, data integrity, and total cost of ownership.
Quick Navigation
What Makes Manufacturing Environments Harsh for Mobile Devices
Manufacturing facilities present challenges that consumer electronics aren't designed to withstand. Understanding these environmental factors is crucial for selecting the right mobile computing solution.
Physical Impacts & Vibration
Regular drops from workbenches (3-5 feet)
Constant vibration from machinery
Accidental impacts from tools or parts
Heavy objects placed on devices
Temperature Extremes
Foundries: 40-50°C+ (104-122°F+)
Cold storage: -20°C to 0°C (-4°F to 32°F)
Outdoor receiving areas
Rapid temperature changes
Contaminants & Liquids
Metal dust in machining areas
Oil, coolant, and lubricant exposure
Chemical splashes in processing
Water in cleaning areas
Operational Demands
24/7 shift operations
Glove-wearing operators
High ambient noise levels
Low-light conditions
Real-World Example: An automotive parts manufacturer reported consumer tablet failures within 2-3 months in their machining department. Metal shavings entered charging ports causing short circuits, screens cracked from vibration on carts, and devices overheated near heat treatment areas, resulting in $45,000 in replacement costs and 300+ hours of production downtime annually.
Why Consumer Tablets Fail on the Factory Floor
What Is a Rugged Tablet for Manufacturing?
Unlike consumer devices, rugged tablets for manufacturing are engineered specifically for industrial environments. Explore our industrial rugged tablet platforms designed for demanding manufacturing operations.

Design & Construction
Reinforced magnesium or polycarbonate chassis
Chemically strengthened Gorilla Glass
Raised bezels to protect screen
Sealed ports with protective covers
MIL-STD-810G certification
Environmental Protection
IP65-IP68 ratings
-20°C to 60°C operating range
Resistance to oils, chemicals, solvents
Humidity: 5% to 95% non-condensing
UV resistance for outdoor areas
Key Benefits of Rugged Tablets in Manufacturing Operations
Increased Productivity
Zero Downtime: Work continues in challenging conditions
Faster Data Entry: Glove-friendly touch and barcode scanning
Real-Time Updates: Immediate access to inventory, work orders
Lower Total Cost of Ownership
5-7 Year Lifespan: Versus 12-24 months for consumer devices
80-90% Lower Failure Rate: In industrial settings
Minimal Maintenance: Sealed design requires less care
Improved Data Accuracy
Real-Time Capture: Data entered at point of activity
Reduced Errors: Barcode/RFID scanning eliminates manual mistakes
Audit Compliance: Tamper-evident logs and secure storage
Enhanced Safety & Security
Worker Safety: No glass shards, sealed against contaminants
Data Security: Enterprise-grade encryption
Asset Protection: Theft-resistant design
Typical Manufacturing Use Cases
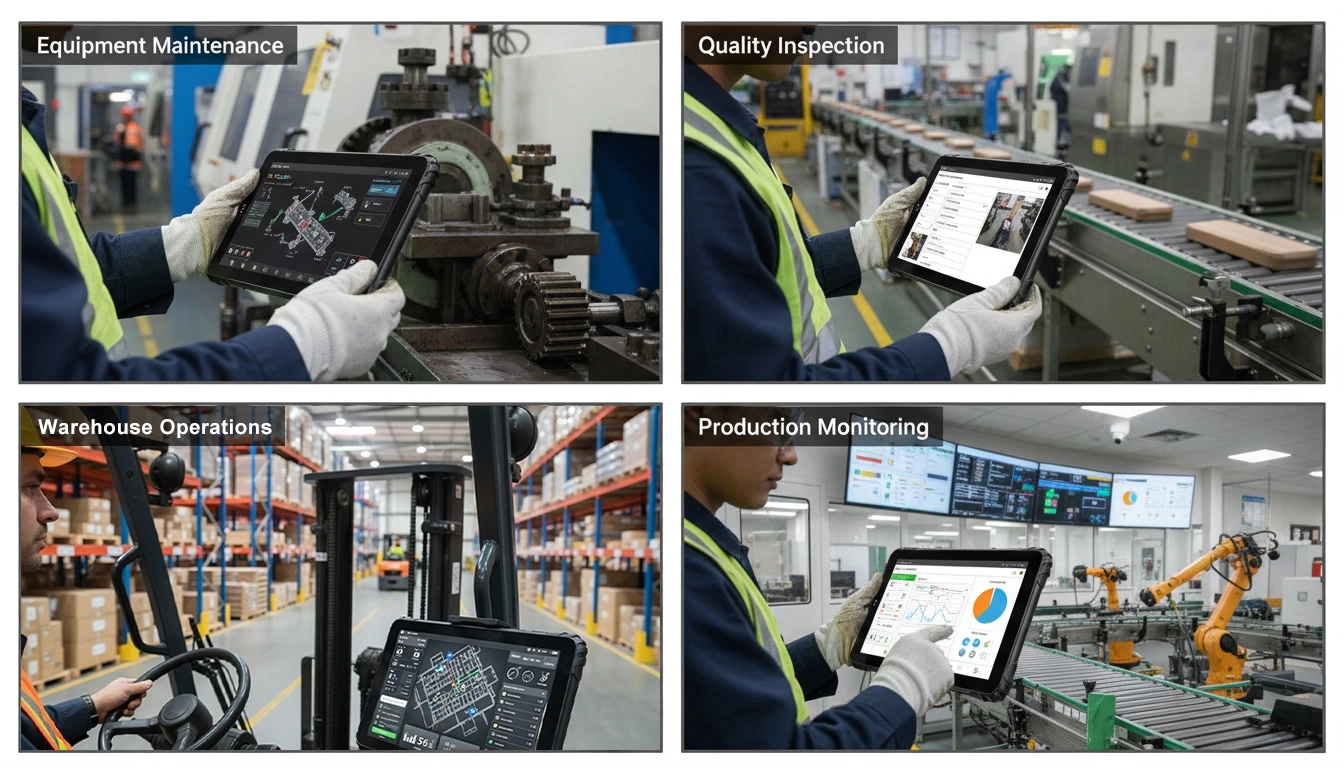
Production Floor
Work instruction access
Quality inspection recording
Machine monitoring interfaces
Production count tracking
Warehouse & Logistics
Inventory management
Receiving/shipping verification
Pick/pack operations
Forklift mounting
Maintenance & Repair
Preventive maintenance schedules
Repair work orders
Parts inventory lookup
Equipment manuals access
Quality Control
Inspection data collection
Non-conformance reporting
Statistical process control
Supplier material verification
Assembly Lines
Assembly instructions
Component verification
Serial number tracking
Line balancing support
Cleanrooms & Labs
Batch record management
Environmental monitoring
Compliance documentation
Sterile process tracking
For wet, dusty, or outdoor manufacturing environments, explore our waterproof rugged tablets with IP67 protection →
How to Choose the Right Rugged Tablet for Manufacturing
Step 1: Assess Your Environment
Physical Hazards
Drop heights expected?
Vibration levels?
Impact risks?
Environmental Factors
Temperature ranges?
Dust/debris levels?
Liquid exposure?
Operational Needs
Shift durations?
Glove requirements?
Mounting needs?
Step 3: Evaluate Total Cost of Ownership
Device Longevity
5-7 years versus 12-24 months for consumer devices in manufacturing conditions.
Failure & Downtime
80-90% lower failure rates. Each avoided failure prevents production downtime.
Accessories & Protection
Rugged tablets integrate protection into the design — no hidden accessory costs.
For system integrators and manufacturing solution providers, TOPICON offers OEM hardware platforms with custom I/O, private labeling, and long-term supply stability. Explore OEM customization →
Conclusion: The Right Tool for the Job

Manufacturing environments demand specialized tools designed for specific challenges. Rugged tablets provide the durability, reliability, and performance that manufacturing operations require — reduced downtime, improved data accuracy, lower total cost of ownership, and enhanced safety.
For system integrators and industrial solution providers, TOPICON industrial rugged tablets serve as an OEM hardware platform — configurable with custom I/O, private labeling, and pre-loaded software. Explore OEM customization options →
The right rugged tablet isn't just a durable device — it's a productivity tool that empowers your workforce, protects your data, and supports your manufacturing excellence goals for years to come.
Related Manufacturing & Rugged Hardware Resources



