
Tablet Manufacturer for Industrial & Fleet Solutions: OEM & ODM Guide for B2B Buyers
Not all tablet manufacturers are the same. For industrial, fleet, and telematics applications, the choice of manufacturing partner directly impacts product reliability, deployment success, and long-term total cost of ownership.
This guide helps B2B buyers—system integrators, fleet solution providers, and industrial automation companies—understand the tablet manufacturing landscape and select the right partner for their specific needs. Start your OEM tablet project →
Who Should Work with an Industrial Tablet Manufacturer Like TOPICON?
Fleet management solution providers
Telematics companies
System integrators
Industrial automation providers
Logistics & warehouse operators
Government & municipal fleet projects
Consumer electronics resellers
Small retail buyers
Individual consumer purchases
Who Needs OEM Tablet Manufacturing?
Need vehicle-mounted tablets with ELD, GPS, and telematics integration
Require CAN Bus, OBD-II, and real-time data connectivity
Need rugged devices for harsh environments and long lifecycle support
What Type of Tablet Manufacturer Do You Actually Need?

The tablet manufacturing landscape includes two distinct categories. Understanding which one serves your business needs is the first step in partner selection.
Consumer Tablet Manufacturer
Focus: Mass-market consumer electronics, aesthetics, multimedia
Volume: High-volume (thousands to millions)
Lifecycle: Short (6-18 months)
Durability: Standard consumer-grade
Target: Retail consumers, general business
Industrial Tablet Manufacturer
Focus: Rugged devices for demanding environments
Volume: Medium to low with customization
Lifecycle: Extended (3-7+ years)
Durability: IP67, MIL-STD-810H
Target: Fleet, logistics, field service, industrial
OEM vs ODM – Which Model Fits Your Business?
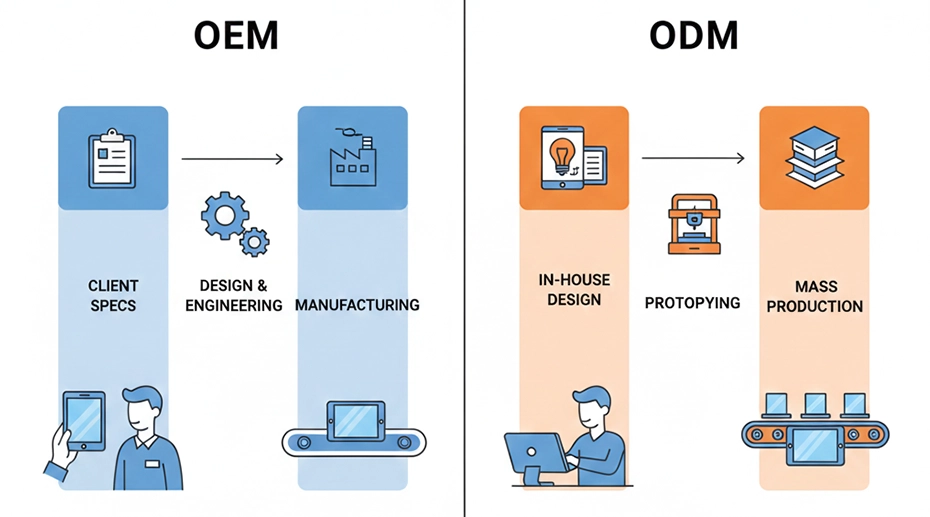
| Aspect | OEM | ODM |
|---|---|---|
| Design Ownership | Client provides design | Manufacturer provides design |
| Customization Level | High | Limited to platform |
| Time to Market | Longer | Shorter |
| Best For | System integrators, unique requirements | Brands seeking quick market entry |
→ Which model fits your business?
• System integrators & fleet solution providers → OEM for full control and customization
• Brand owners without design resources → ODM for faster time to market
• Telematics & MDT projects → OEM + rugged MDT specialization
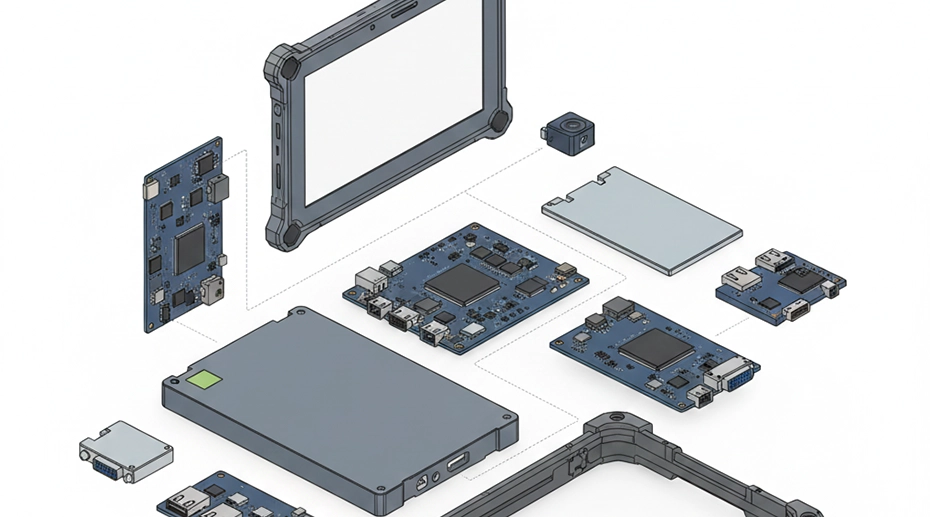
Why Industrial Projects Require More Than Standard Tablet Manufacturing
CAN Bus, OBD-II, RS232 support
IP67, MIL-STD-810H, wide temperature
5+ years supply commitment
→ Standard consumer manufacturers cannot meet these requirements. Industrial tablet manufacturers like TOPICON are purpose-built for these applications.
From Prototype to Deployment: How Industrial Tablets Are Delivered
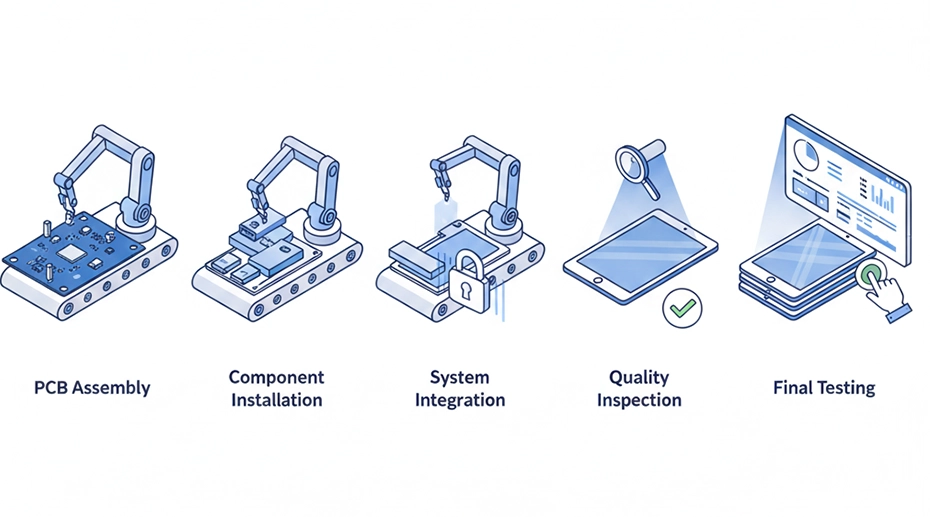
Design validation, component selection, initial testing
Small batch production, field testing, certification
Volume production, MDM setup, fleet rollout
Key Capabilities to Look For in a Rugged Tablet Manufacturer
Hardware modification, I/O configuration, branding
OS customization, driver development, remote management
IP67, MIL-STD-810H, FCC, CE, RoHS
5+ years component availability
Industries Served by Industrial Tablet Manufacturers

Inventory management, forklift-mounted operations
Production monitoring, quality control
Fleet management, ELD, in-vehicle computing
Infrastructure inspection, remote workforce
Ready to Start Your OEM Tablet Project?
Partner with TOPICON for reliable industrial-grade tablets designed for fleet, telematics, and harsh environment applications.
Start Your OEM Tablet Project with TOPICON→Explore Rugged Tablets for Industry Systems →




